Benutzte C13 Dieselmotorblöcke für die Wasserkühlung des Bagger-E349D E349F
Spezifikation
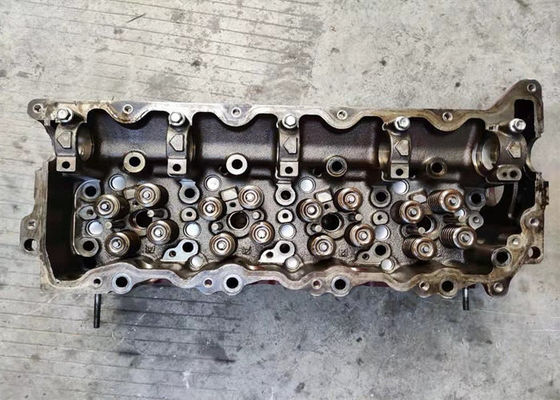
| Autoname: Motorzylinderzylinderblock |
| Vorbildliches Number: C13 |
| Motortyp: Diesel |
| Anwendung: Bagger |
| Ventil: 24 Ventil |
| Abkühlen: Wasserkühlung |
| Einspritzung: Elektrisch |
| Arbeitsform: Turbo |
Beschreibung
Flammspritzen Sie das Schweißen
Eine andere Technik für die Reparatur von Sprüngen in den Roheisenköpfen und -blöcken ist flammspritzen (Pulver) Schweißen. Flammspritzen Sie Schweißen ist schneller und einfacher als Ofenschweißen und kann die starken und langlebigen Reparaturen die selben wie Ofenschweißen schaffen. Der Kopf muss vorgeheizt werden und langsames noch abgekühlt werden, nachdem der Sprung gefüllt worden ist.
irontite_tapered_plugs_2The flammspritzen Fackel hat einen Auslöser-Betriebstrichter, der Nickelpulver in die Flamme einzieht. Wenn das Pulver der Flamme ausgesetzt wird, schmilzt es und fixiert zu den Seiten des Sprunges, um den Reparatur-Bereich zu füllen. Der Prozess ist dem Bronzieren aber den Ergebnissen in einer viel stärkeren Reparatur als bronzierend ähnlich. Das Pulver kann benutzt werden, um Löcher und Sprünge zu füllen, und die abgenutzten oder geschädigten Dichtungen aufzubauen.
TIG Welding Aluminum Heads
Sprünge in den Aluminiumköpfen werden häufig durch TIG-Schweißen unter Verwendung des Argon- oder manchmal Heliumgases repariert. Ein Edelgasschild ist erforderlich, weil Aluminium eine Oxidbeschichtung bildet, wenn es herausgestellt wird, um zu lüften. Die Oxidbeschichtung kann die Schweißung verseuchen und verhindern, dass die Füllerstange mit dem umgebenden Metall fixiert. Ein Wechselstrom wird verwendet, um das Metall abwechselnd zu erhitzen und jedes mögliches Oxid aufzubrauchen, das sich bildet. Wie Roheisen sollte Aluminium vor Schweißen vorgeheizt werden. Aber mit Aluminium müssen Sie nur zu 350 bis 450 Graden Fahrenheit vorheizen.
Aluminiumführungen erhitzen viel schneller als Roheisen, also ist es wichtig, den Kopf warm zu halten, während er geschweißt wird. Schweißende Techniken unterscheiden sich, aber die Grundidee ist, das umgebende Metall zu schmelzen und den Sprung mit flüssigem Metall und Füllerstange zu füllen. Die stärksten Schweißungen werden erzielt, indem man eine Füllerstange verwendet, die nah die Legierung im Casting zusammenbringt. Zwei Füllerstangen, die gut funktionieren, sind #4043 und #5356 mit 5 Prozent Magnesium. Die Art der Elektrode, die auf dem TIG-Schweißer benutzt wird, kann auch unterscheiden. Wolframthoriumelektroden funktionieren gut mit Aluminium, aber Zirkoniumwolframelektroden (denen viel teurer sind-), gelten als irontite_tapered_plugs_3the-Bestes.
![]()
![]()