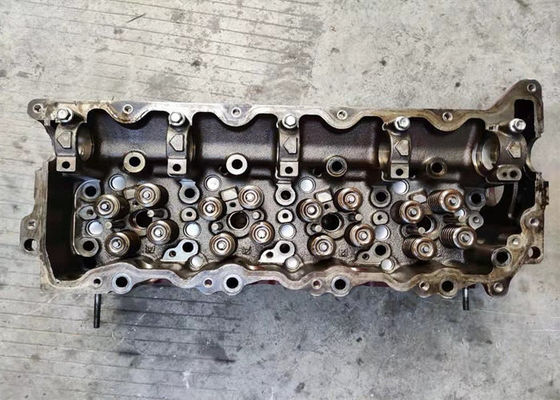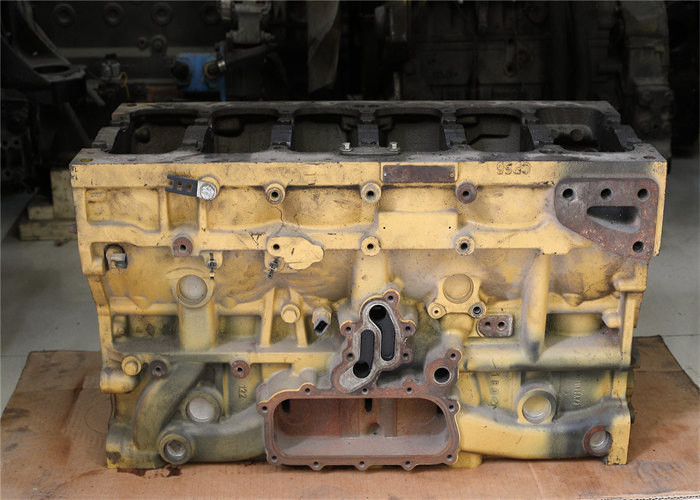
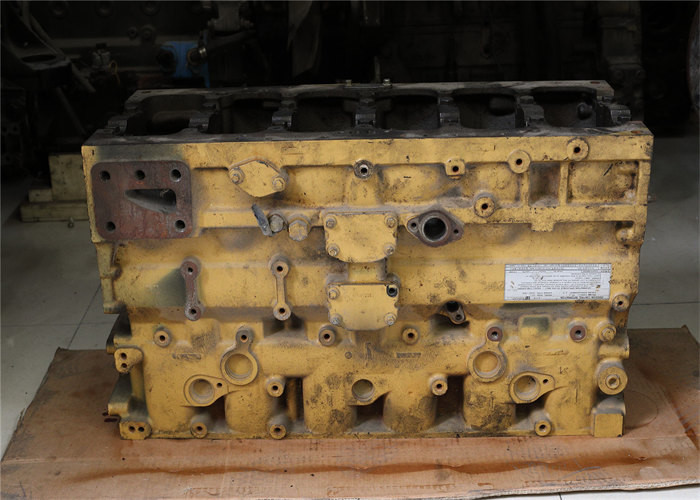

Benutzte C6.6 Dieselmotorblöcke für die Wasserkühlung des Bagger-E320D E320D2
Spezifikation
| Autoname: Motorzylinderzylinderblock |
| Vorbildliches Number: C6.6 |
| Motortyp: Diesel |
| Anwendung: Bagger |
| Ventil: 24 Ventil |
| Abkühlen: Wasserkühlung |
| Einspritzung: Elektrisch |
| Arbeitsform: Turbo |
Beschreibung
Feststecken von Techniken
Der letzte Schritt in einer kalten Sprungsreparatur ist, über den Spitzen der Stifte oder der Stecker mit einem stumpfen Messer in einem Lufthammer auszurichten. Das Hämmern verformt die Spitzen der Stifte und der Hilfen, sie in das umgebende Metall zu mischen. Auch ausrichten drückt die Oberfäden für eine dichte Dichtung zusammen. Die Stifte können dann gerieben werden, bündig wie erforderlich, gefolgt worden durch das Hämmern, zum einer fast unsichtbaren Reparatur durchzuführen.
Sobald die Reparaturen auf einem Zylinderkopf abgeschlossen worden sind, sollte der Kopf der Druck wieder sein, der geprüft wird, um sich dort zu vergewissern, sind keine Lecks. Wenn es kleine Lecks gibt, können sie durch zusätzliche Hämmernund/oder installierende zusätzliche Stifte häufig geregelt werden. Auch verwenden Sie nicht zu viel Luftdruck, einen Kopf erneut zu testen, wie dieses möglicherweise den Fadeneichmeister hinausschiebt, bevor es völlig kuriert hat.
Schweißende Wahlen
irontite_tapered_plugs_1If ein gebrochener Kopf oder ein Block kann nicht repariert werden, indem man die Sprünge mit Stiften füllt, oder die Stecker, schweißend ist eine andere Wahl. Für Roheisenköpfe schließt dieses Ofenschweißen ein, flammspritzt das Schweißen oder das Bronzieren. Mit Aluminiumköpfen würde es TIG-Schweißen sein.
Ofenschweißen erfordert einen erfahrenen Schweißer und das Vorheizen des Kopfes in einem Ofen zu 1.000 bis 1.400 Graden Fahrenheit (mittlere rote Farbe). Der Kopf muss tadellos sauber sein und die Ventilführer, die Sitze und alle mögliche Bolzen sollten vor Schweißen entfernt werden. Der Sprung muss zur Wasserjacke auch heraus vollständig gerieben werden, um Füllerstange (die anzunehmen die gleiche Legierung wie der Kopf sein sollte).
Das Schweißen ist mit einer Acetylenfackel und einer neutralen Flamme erfolgt. Nachdem der Sprung gefüllt worden ist, muss der Kopf in einer isolierenden Decke eingewickelt werden, um zu verhindern, dass sie zu schnell abkühlt (das harte Stellen oder das zusätzliche Knacken ergeben könnte). Die Rate des Abkühlens sollte 200 Grade Fahrenheit pro Stunde nicht übersteigen, also sollte sie 6 bis 7 Stunden dauern, zum zur Raumtemperatur zurück unten abzukühlen.
![]()
![]()
![]()