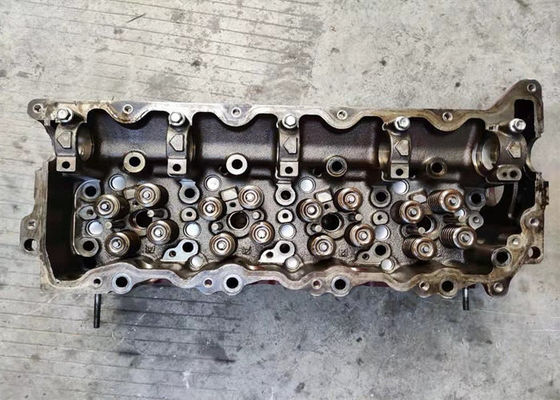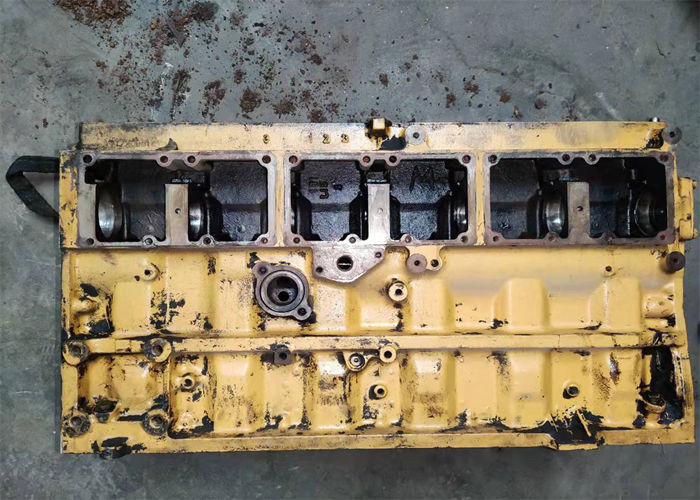

Benutzte C7 Dieselmotorblöcke für Wasserkühlung des Bagger-E329D 221 - 4479
Spezifikation
| Autoname: Motorzylinderzylinderblock |
| Vorbildliches Number: C7 |
| Zylinderanschlag: 127 |
| Zylinderdurchmesser: 110 |
| Anwendung: Bagger |
| Ventil: Ventil 18 |
| Abkühlen: Wasserkühlung |
| Einspritzung: Elektrisch |
| Arbeitsform: Turbo |
Beschreibung
Über Sprung
Über Sprünge zu beachten das noch etwas, ist, dass sie häufig das Ergebnis zu vieler Hitze sind. Eine undichte Kopfdichtung, eine Wasserpumpe, ein Heizkörper oder ein Kühlmittelschlauch erlaubt möglicherweise einen Verlust des Kühlmittels, der schließlich die Maschine veranlaßte, heißes und Hitze laufen zu lassen. Eine Auspuffbeschränkung, die durch einen teilweise verstopften Katalysator verursacht wird (oder Partikelfilter auf einem Dieselmotor) kann Hitze in einer Maschine auch unterstützen. So ist es wichtig, alles zu identifizieren und zu beseitigen, das möglicherweise die Maschine veranlaßt zu überhitzen, bevor sie zurück im Einsatz gesetzt wird – andernfalls sind möglicherweise Ihre Sprungsreparaturen kurzlebig.
Heiße oder kalte Reparaturen
diesel_repair_1Crack-Reparaturen können kalt (feststeckend) oder heiß durchgeführt werden (schweißend und bronzierend). Die Methode verwendete abhängt von der Größe des Sprunges und der Art des Werfens (Roheisen oder Aluminium). Der Hauptvorteil des Durchführens von kalten Sprungsreparaturen ist, dass er keine Hitze erfordert. Keine Hitze bedeutet keine Verlängerung, die benötigt wird, um kühl das Casting vorzuheizen und bekanntzugeben und stellt keine Gefahr des Verwerfens oder der Verzerrung des Castings dar. Die Heizung eines Zylinderkopfes oder des Blockes veranlaßt ihn zu erweitern, der schafft der Reihe nach Wärmebelastung im Metall, führt das möglicherweise zu das folgende Knacken, wenn das Metall abkühlt – besonders wenn es zu schnell abkühlt.
Mit dem Feststecken gibt es auch weniger Sorge um das Vergewissern des Metalls um den Sprung ist tadellos sauber. Irgendeine Art Schweißen erfordert eine tadellos saubere Oberfläche, die von den Schadstoffen wie Fett, Öl oder Schmutz frei sein muss. Dies heißt, dass das Casting vorgereinigt werden muss, bevor es geschweißt werden kann. Auch Schweißen erfordert den Sprung mit einem Würfelschleifer heraus reiben, also kann neues Metall die Lücke und die Sicherung zum Metall des Sprunges auf beiden Seiten füllen.
Mit Roheisenköpfen und -blöcken können 80 Prozent Sprünge mit Eisen normalerweise repariert werden, oder Stahlstifte oder sich verjüngende Stecker, während 20 Prozent Sprünge Ofenschweißen erfordern, flammspritzen das Schweißen oder das Bronzieren. Mit Aluminiumköpfen und Blöcken ist es gerade das Gegenteil. Ungefähr 80 Prozent Sprünge werden durch das Wolfram-Inertgas (TIG) schweißend repariert, während 20 Prozent Sprünge mit Aluminiumstiften oder Steckern repariert werden.
![]()
![]()
![]()