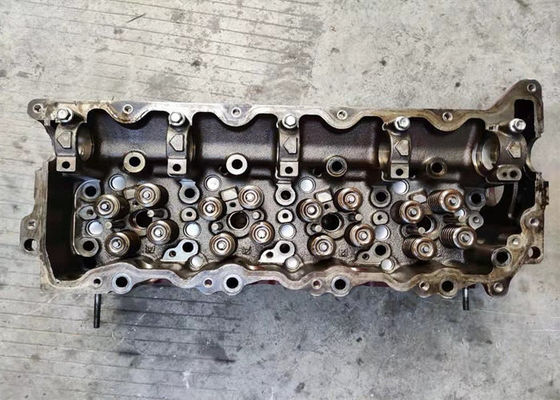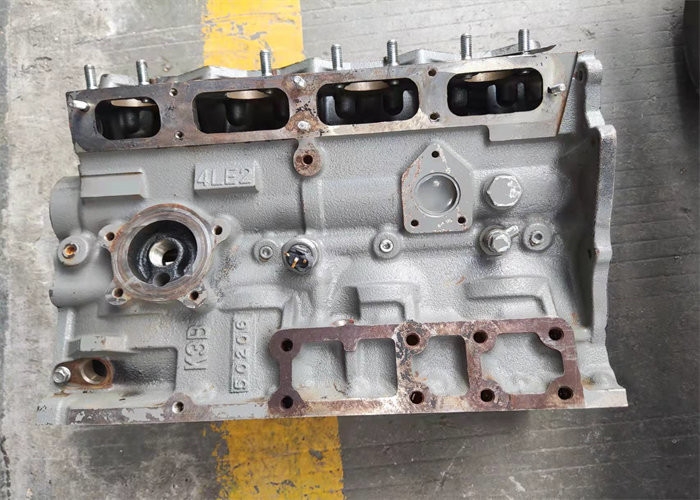
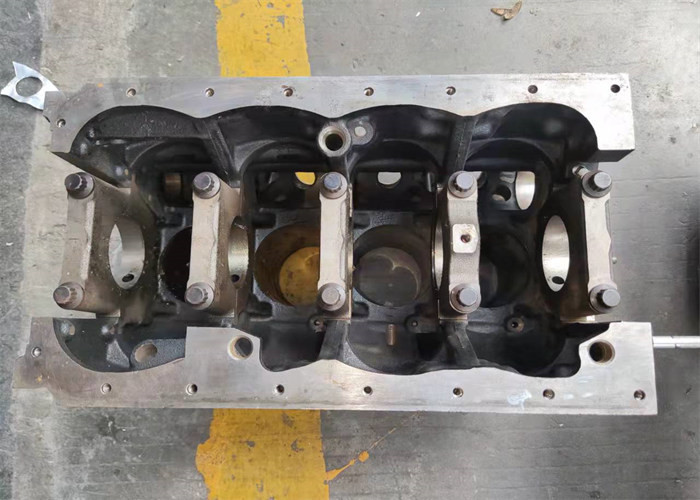
Benutzte 4LE2 Dieselmotorblöcke für Bagger SK75 - 8 Wasserkühlung 8980894851
Spezifikation
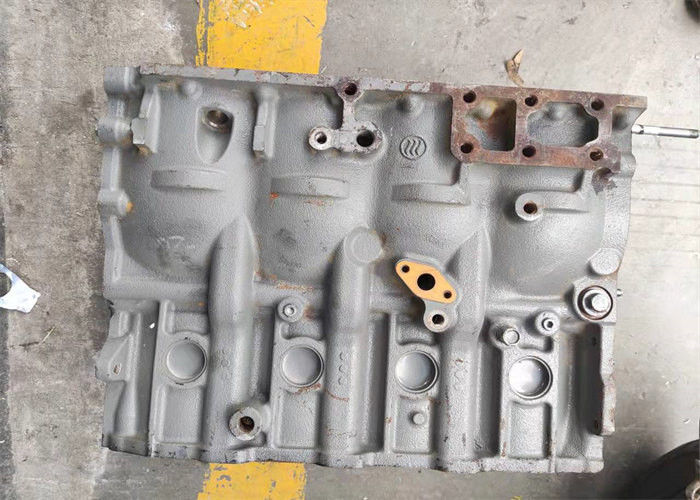
| Autoname: Motorzylinderzylinderblock |
| Vorbildliches Number: 4LE2 |
| Motortyp: Diesel |
| Anwendung: Bagger |
| Ventil: Ventil 8 |
| Die Zahl des Zylinders: 4 |
| Einspritzung: Direkt |
| Arbeitsform: Turbo |
Beschreibung
Sandgussprozesse
In den Sandgussprozessen können die Formen und die Kerne nur einmal verwendet werden. Das Metall kommt den Hohlraum entweder mittels der Schwerkraft oder des Niederdruckes. Für größere Fertigungsserie werden die Formen und die Kerne unter Verwendung der Gestaltungsund Kern-Formungsmaschinen hergestellt. Die Formmasse wird zusammengepreßt, indem man vibriert und/oder drückt oder indem man oder durch Druckwellenantrieb schießt. Die Kerne werden im Allgemeinen oder Schuss durchgebrannt.
Der höchste Grad an Komplexität kann mit modernen Sandgussprozessen erzielt werden (z.B. das Kern-Paket-System oder das Hz). Durch dieses bedeutet, Wasserpumpengehäuse, Ölfilterflansche und Ölgalerien kann integriert werden. Richtungsverfestigung und mechanische Eigenschaften können erhöht werden, indem man abkühlende Schauer verwendet. Im Hz-Prozess die ersten Hauptabschnittinteressen die Produktion von so genannten Sandkernen. Der Sand wird unter Anwendung von einer organischen Mappe zusammengehalten.
Diese Mappen fungieren wie Kleber zwischen einzelnen Sandkörnern. Im allgemeinen werden die Werkzeuge, zum der Formen zu bilden auch nicht (nannte ‚Heißläufer‘ Verfahren), oder kühl erhitzt („Kühlbox“ Verfahren). Die meisten Produzenten wenden z.Z. die Kühlboxmethode wegen des viel unteren Energieverbrauchs an.
Wenn sie in Form gedrückt wird, spiegelt die Sandform selbst alle Teile und Eröffnungen des abschließenden Motorblocks wider. Sobald die Form weg behandelt und abgekühlt wird, sie auf den zweiten Abschnitt wohin die flüssigen Aluminiumflüsse in die Form weitergeht. Der Block wird dann abgekühlt, bevor man den dritten Abschnitt einträgt, in dem die Form- und Formkomponente wärmebehandelt sind. Dieses ist für das Mildern des Castings sowie für das Aufbrauchen der organischen Mappe wichtig, die den Sandkern zusammenhielt. Sobald die Mappe Verbrauch ist, lassen die Sandkörner das Casting und den Fall auf ein Förderband los. Ungefähr 98% des Sandes kann danach wieder verwendet für das Produzieren der folgenden Form.
Als Geschlossenplattform- und Tiefrockblock, entworfen die erste Großserienmotorblockproduktion unter Verwendung des CPS® (Kernpaketsystem), wo die ganze Form aus Kaltkastenkernen besteht. Das Casting ist unter Verwendung des strömenden Prozesses des Kontaktes gefülltes umgedrehtes und später, nach Rollover, eingezogen über das gemeinsame Gesicht ohne das zusätzliche Abkühlen traf zu. Die Graueisenzwischenlagen werden in die Form zusammengebaut, dann vorheizten und Form-in, die Positionierungsstrecke, die ± 0,3 Millimeter ist. Das Entkernen und die Wärmebehandlung T5 finden gleichzeitig statt.
![]()
![]()