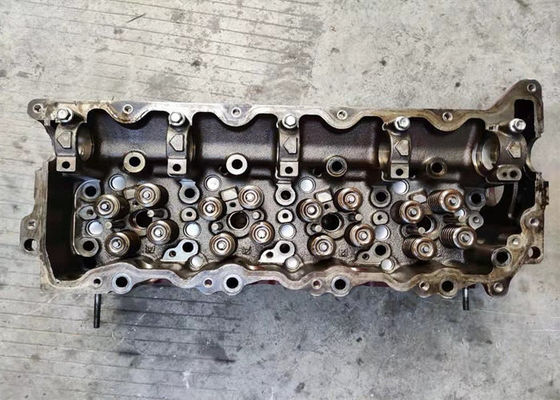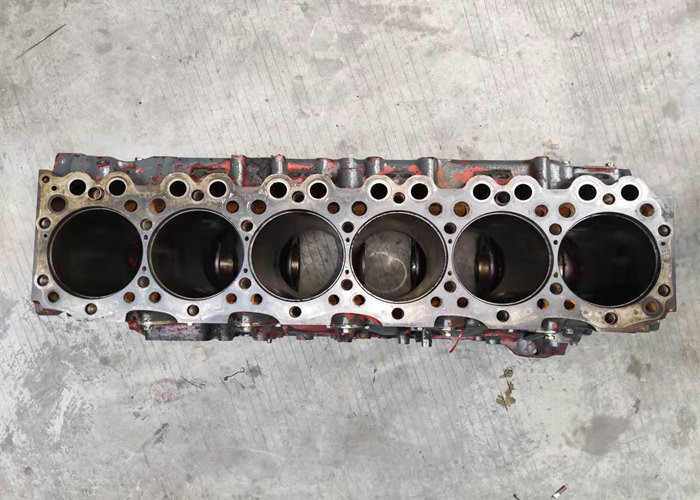
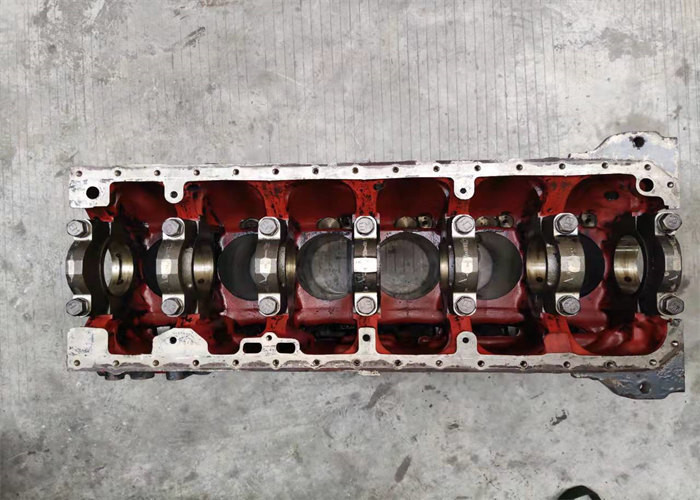
Benutzte EP100 Dieselmotorblöcke für Bagger EX300 - 1 Wasserkühlung
Spezifikation
| Autoname: Motorzylinderzylinderblock |
| Vorbildliches Number: EP100 |
| Motortyp: Diesel |
| Anwendung: Bagger |
| Ventil: Ventil 12 |
| Die Zahl des Zylinders: 6 |
| Einspritzung: Direkt |
| Arbeitsform: Turbo |
Beschreibung
Pressungscasting
Im Gegensatz zu dem HPDC-Prozess formen Sie Füllung im Pressungscasting wird getan eher langsam und in einer vertikalen Bewegung. Der Würfel wird deshalb ohne bedeutende Gaseinbeziehungen gefüllt und die Komponenten können völlig wärmebehandelt und geschweißt normalerweise sein. Zufriedenstellend sterben Füllung und Vermeidung von Oxideinbeziehungen kann durch richtiges prozesskontrolliertes sichergestellt werden. Aber die minimale Wandstärke sollte als im HPDC-Prozess etwas höher sein.
In der Praxis wird die Pressungscastingmethode hauptsächlich für die Infiltration von durchführt, z.B. für die lokale Integration von Aluminiummatrixzusammensetzungen als Zylinderrohre in Motorblöcke angewendet.
Kokilledruckguß (GDC)
Der dauerhafte Formcastingprozeß nutzt einen dauerhaften Stahl sterben aus, in den die Aluminiumschmelze unter Einfluss der Schwerkraft gegossen wird. Verglichen mit dem HPDC-Prozess, kann die Komplexität der geworfenen Komponente unter Anwendung von Sandkernen erhöht werden, um Unterschneidungen und komplexe Innenformen im Casting zu bilden. Der Gebrauch der Wasserkühlung und der Zufuhren führt zu eine Richtungsverfestigung und Castings, mit einer niedrigen Menge Defekten folglich zu klingen kann erzielt werden. Füllung kann unter Verwendung der Niederdruckfüllung oder des Rotacast®-Prozesses weiter verbessert werden.
Wegen des schnellen Prozesses der Verfestigung, haben dauerhafte Formcastings eine dichte, feinkörnige Struktur mit guten Stärkeeigenschaften. Zusammen mit der Möglichkeit einer Wärmebehandlung T5 oder T6, sind die resultierenden mechanischen Eigenschaften erheblich höher als die, die mit dem HPDC-Prozess erzielt werden können.
Es gibt zwei Varianten des dauerhaften Formcastingprozesses, des kippenden dauerhaften Formprozesses und des Unterdruckprozesses. Im Kippenprozeß wird der Würfel zur Seite der strömenden Öffnung gekippt, und dann langsam bewegt zurück in die aufrechte Position als Gießen kommt weiter. Im Unterdruckprozeß wird die Schmelze pneumatischem Druck im werfenden Ofen unterworfen und den Würfel gegen die Kraft der Schwerkraft durch ein Aufstiegsrohr kommt.
![]()
![]()
![]()