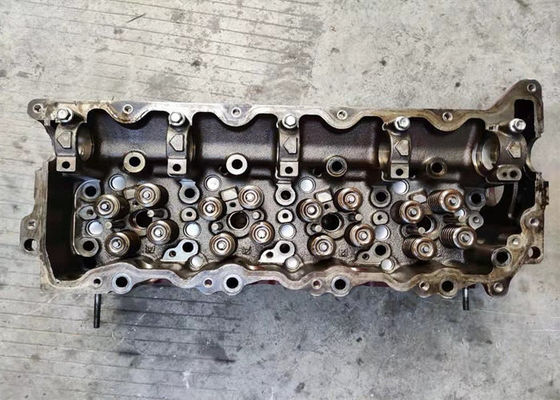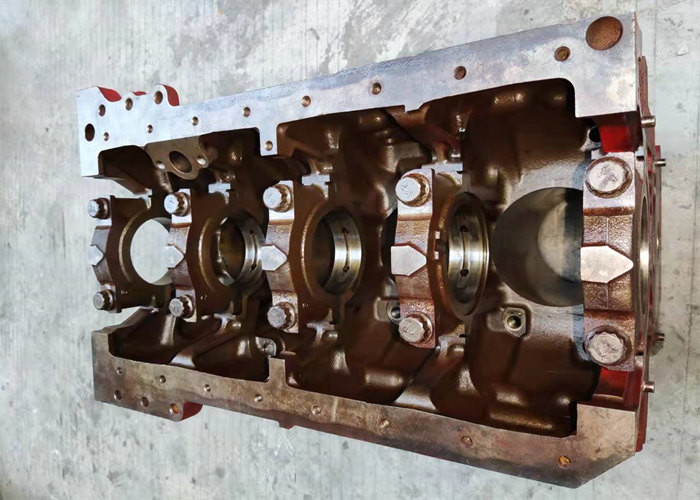
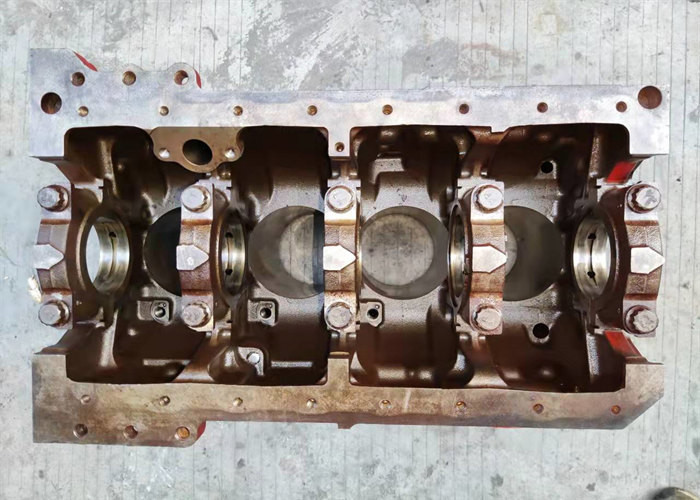
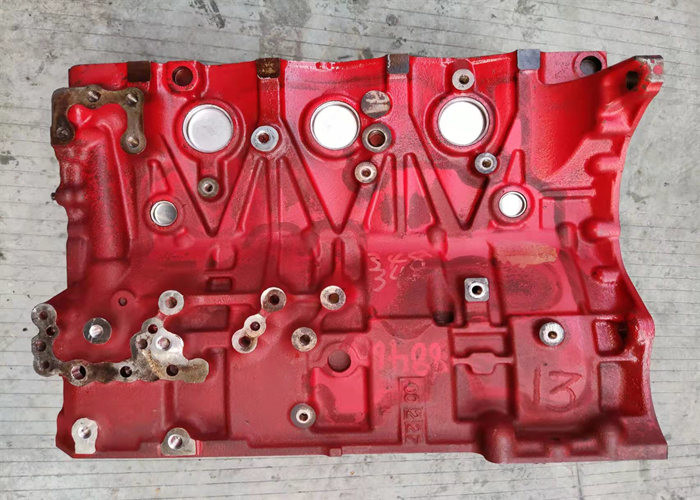
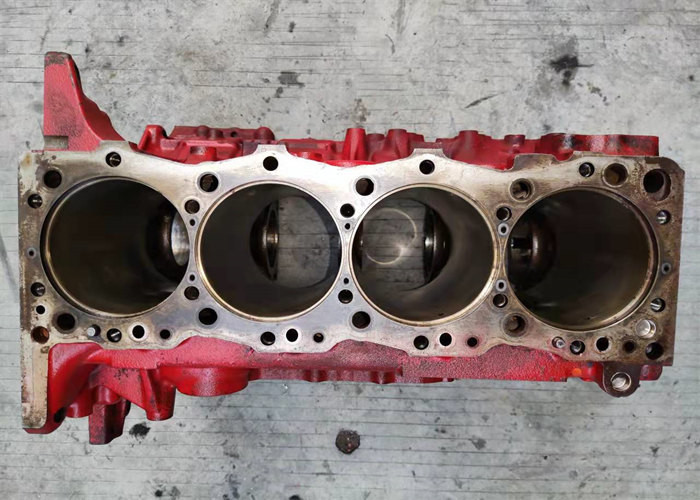
J05E benutzte Motorblöcke für Bagger SK200 - 8 SK250 - 8 11401 - E0702
Spezifikation
| Autoname: Motorzylinderzylinderblock |
| Vorbildliches Number: J05E |
| Zylinderanschlag: 130 |
| Zylinderdurchmesser: 112 |
| Anwendung: Bagger |
| Ventil: Ventil 16 |
| Abkühlen: Wasserkühlung |
| Einspritzung: Elektrisch |
| Arbeitsform: Turbo |
| Die Zahl des Zylinders: 4 |
Beschreibung
Anwendbare werfende Prozesse
Für die Produktion von Motorblöcken, wird eine Vielzahl werfende Technologien angewendet. Von einem wirtschaftlichen Aspekt für massenproduzierte Maschinen, in hohem Grade automatisierte werfende Methoden unter Verwendung der Sandformen („Kernpaketprozesse "), wo die Zykluszeit nicht durch die Verfestigung begrenzt wird
Bedingungen, konkurrieren mit Druckgussmethoden, in denen die Zykluszeit begrenzt ist.
Die Mehrheit der z.Z. produzierten Aluminiummotorblöcke, insbesondere drei zu sixcylinder Reihenmotoren werden unter Verwendung des HPDC-Prozesses für Wirtschaftlichkeit produziert. Dieser Prozess wird durch eine hohe Produktivität gekennzeichnet, jedoch muss das Produktionsvolumen groß sein
genug, zum von Rückzahlung der ziemlich hohen Bearbeitungsinvestition sicherzustellen
.
Die Anwendung einer Stahlform begrenzt die Strecke der anwendbaren werfenden Legierungen. Prinzipiell erlaubt die HPDC-Technologie nur die Herstellung von Motorblockentwürfen der offenen Plattform. Aber mit einer deutlich verringerten Wasserjackentiefe und mit-geformten Zylinderbohrungen, die Realisierung von
Variante der offenen Plattform mit einem genug steifen Zylinderbereich, zum der Bedingungen der meisten Inline-Maschinen zu erfüllen ist möglich. Auch speziell gebaute Sandkerne, die dem Hochdruck und den Wärmebelastungen der HPDC-Castingmethode widerstehen, konnten für Nischenanwendungen eingeführt werden (Spitze
Leistungsmaschinen in geschlossenem Plattformentwurf), aber diese Wahl wird normalerweise nicht betrachtet.
Hochdruck Druckgüsse ist nahe den Netzformteilen, die ziemlich genaue Konturen und extrem schmale Toleranzen im Hinblick auf Maße, Form und Position anbieten. Wegen der sehr turbulenten Formfüllung, ist ein bestimmter Betrag Gussfehler (insbesondere Gaseinbeziehungen) unvermeidbar. Dieser Effekt kann durch die Anwendung von modernen Vakuumtechniken kompensiert werden. Wieder-Fütterungsmöglichkeiten sind infolge der frühen Verfestigung des Torsystems begrenzt, jedoch in einigen Fällen kann die lokale Bildung von Lunkern sein
widersprochen durch lokale Quetscher.
In den dünnen Wandflächen die hohe Verfestigungsrate des Hochdrucks Druckgüsse führt zu bedeutende Stärkeniveaus. Die Motorblöcke, die durch den herkömmlichen HPDC-Prozess produziert werden, werden normalerweise im Wieformzustand benutzt. Wärmebehandlungen (z.B. Lösungsglühen und künstliche Aushärtung)
oder schweißende Operationen werden im Allgemeinen vermieden, da diese die Anwendung von hoch entwickelten Hochvakuumtechniken erfordern würde.
![]()
![]()
![]()